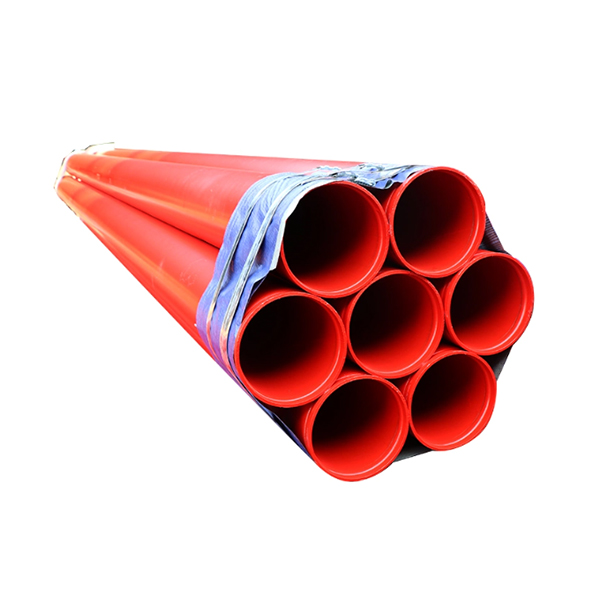
פייערפּרוף קאָוטאַד פּלאַסטיק רער אַפּי גאַז שורה איז אַ ביסל סימלאַס



פייַער קאָוטאַד פּלאַסטיק רער, מיט גלייַך אָדער סימלאַס שטאָל רער ווי די באַזע רער, די ויסווייניקסט וואַנט איז קאָוטאַד מיט טערמאַסעטטינג פּודער קאָוטינג מיט הויך אַדכיזשאַן, פּראַל קעגנשטעל, קעראָוזשאַן קעגנשטעל און וועטער קעגנשטעל, און די ינער וואַנט איז קאָוטאַד מיט טערמאַפּלאַסטיק פּודער קאָוטינג מיט הויך אַדכיזשאַן, קעראָוזשאַן קעגנשטעל און עסנוואַרג היגיענע.
ניצן סאַנדבלאַסטינג כעמישער טאָפּל פּרעטרעאַטמענט, פּרעהעאַטינג, ינער קאָוטינג, ויסווייניקסט קאָוטינג, קיורינג, פּאָסטן באַהאַנדלונג און אנדערע פּראַסעסאַז, געמאכט פון וואַסער צושטעלן פּלאַסטיק קאָוטאַד קאָמפּאָסיטע שטאָל רער, איז די בעקאַבאָלעדיק שטאָל פּלאַסטיק רער, גאַלוואַנייזד רער אַפּגרייד טיפּ פון פּרייַז-עפעקטיוו פּראָדוקטן.פּראָדוקטן דורך די נאציאנאלע כעמישער בנין מאַטעריאַלס טעסטינג צענטער פייַער פאַכמאַן סערטאַפאַקיישאַן.
די קעראָוזשאַן און סקיילינג פּראָבלעמס פון פּראָסט שטאָל פּייפּס אין דעם פּראָצעס פון באַגראָבן און טראַנספּאָרטינג וואַסער זענען סאַלווד דורך אַפּלייינג פּלאַסטיק קאָוטינג צו שטאָל פּייפּס אָדער גאַלוואַנייזד פּייפּס.די דערשיינונג פון רער בלאַקידזש און שפּריץ בלאַקידזש איז ילימאַנייטאַד, און די דינסט לעבן פון די רער איז ימפּרוווד.די דינסט לעבן פון די קאָוטאַד שטאָל רער איז מער ווי 50 יאר.די פּודער קאָוטינג פון פּלאַסטיק שטאָל רער צוגעגעבן פלאַם ריטאַרדאַנט און מאַדאַפייד יפּאַקסי סמאָלע פּודער, די טעמפּעראַטור קעגנשטעל פון די קאָוטינג איז העכער, און טוט נישט פאַרברענען אָדער פאַרווייכערן אין לאַנג-טערמין נוצן.קאָוטאַד פּלאַסטיק שטאָל רער האט ביידע די הויך שטאַרקייַט פון פּראָסט שטאָל רער און אַנטי-קעראָוזשאַן פּראָפּערטיעס פון פּלאַסטיק שמירן פּראָדוקטן.די קאַמפּרעסיוו פאָרשטעלונג פון די פּראָדוקט ריטשאַז 0-5.0מפּאַ.
פייַער קאָוטאַד פּלאַסטיק רער, רערנ - ליניע צובינד
פאָדעם קשר פֿאַר: DN15-DN100
גראָווע קשר פֿאַר: DN65-DN400;
בימעטאַל וועלדינג קשר פֿאַר: DN100-DN800
פלאַנדזש קשר איז פּאַסיק פֿאַר: פּאַסיק פֿאַר קיין קאַליבער;
וועלדינג קשר איז פּאַסיק פֿאַר: פּאַסיק פֿאַר קיין דיאַמעטער;
פייַער קאָוטאַד פּלאַסטיק רער, די נוצן פון טעמפּעראַטור
0 ~ 110 דיגריז לאַנג-טערמין נוצן.
פייַער קאָוטאַד פּלאַסטיק רער, קאָוטינג גרעב
צווישן 100 מייקראַנז און 500 מייקראַנז, יוזשאַוואַלי 350 מייקראַנז.
פייַער קאָוטאַד פּלאַסטיק רער, פּראָדוקט פֿעיִקייטן
1. געזונט ניט-טאַקסיק, קיין סקיילינג, קיין ברידינג פון מייקראָואָרגאַניזאַמז, ענשור די קוואַליטעט פון פליסיק
2. קעגנשטעליק צו כעמישער קעראָוזשאַן, באָדן און מאַרינע אָרגאַניזאַמז, קאַטהאָדיק סטריפּינג
3. די ייַנמאָנטירונג פּראָצעס איז דערוואַקסן, באַקוועם און שנעל, און די קשר מיט פּראָסט גאַלוואַנייזד רער איז די זעלבע
4. גוט וועטער קעגנשטעל, פּאַסיק פֿאַר האַרב סוויווע אַזאַ ווי מדבר, זאַלץ און אַלקאַלי
5. גלאַט רער וואַנט, פֿאַרבעסערן קאַנווייינג עפעקטיווקייַט, לאַנג דינסט לעבן
פייַער קאָוטאַד פּלאַסטיק רער, דיטעקשאַן מעטאַד
א וויזשאַוואַל דורכקוק
וויסואַללי דורכקוקן די אויסזען קוואַליטעט פון די קאָוטאַד שטאָל רער, און די פּרובירן רעזולטאַטן זאָל נאָכקומען מיט די פּראַוויזשאַנז פון 5.1.
גרעב מעזשערמאַנט
צוויי קרייַז סעקשאַנז פון פאַרשידענע לענגקטס זענען גענומען פון ביידע ענדס פון די קאָוטאַד שטאָל רער.אין יעדער קרייַז אָפּטיילונג, די קאָוטינג גרעב אין קיין פיר ווייזט גלייַך ינטערסעקטינג די אַרומנעם איז געמאסטן מיט די ילעקטראָומאַגנעטיק גרעב מאָס.די פּראָבע רעזולטאַטן זאָל נאָכקומען מיט די פּראַוויזשאַנז פון 5.4.
פּינהאָלע פּרובירן
די לענג פון די רער אָפּטיילונג איז וועגן 1000 מם.די קאָוטינג פון די שטאָל רער איז ינספּעקטיד דורך די אָנצינדן רינען דיטעקטער אונטער די ספּעסיפיעד פּרובירן וואָולטידזש.די קאָוטינג גרעב איז ווייניקער ווי 0.4 מם, די פּראָבע וואָולטידזש איז 1500 V, די קאָוטינג גרעב איז מער ווי 0.4 מם, און די פּראָבע וואָולטידזש איז 2000 V.
אַדכיזשאַן פּרובירן
די אַדכיזשאַן פּראָבע וועט זיין דורכגעקאָכט לויט 7.4.2 פון CJ/T 120-2008, און די פּראָבע רעזולטאַטן זאָל זיין קאַנפערמד צו 5.6.
בענדינג פּרובירן
בייגן פּרובירן פֿאַר קאָוטאַד שטאָל רער DN≤50מם.די לענג פון די רער אָפּטיילונג איז (1200±100) מם.
אין דער טעמפּעראַטור פון (20±5) ℃, 8 מאל פון די נאָמינאַל דיאַמעטער פון די שטאָל רער ווי די ראַדיוס פון קערוואַטשער, בענדינג ווינקל פון 30אָ, בענדינג אויף די רער בענדער אָדער שטאַרבן.ווען בענדינג פּרובירן, עס איז קיין פיללער אין די רער, און די וועלד איז ליגן אויף די זייַט פון די הויפּט בענדינג ייבערפלאַך.
נאָך די פּראָבע, שנייַדן די ספּעסאַמאַן פון די מיטן פון די קערווד קרייַזבויגן צו קאָנטראָלירן די ינער קאָוטינג, און די פּרובירן רעזולטאַטן זאָל נאָכקומען מיט די פּראַוויזשאַנז פון 5.7.
פלאַטנינג פּרובירן
DN> די 50 מם קאָוטאַד שטאָל רער זאָל זיין קאַמפּרעסט.די לענג פון די רער אָפּטיילונג איז (50±10) מם.
אין דער טעמפּעראַטור פון (20±5) ℃, די ספּעסאַמאַן איז געווען געשטעלט צווישן צוויי פּלאַטעס און קאַמפּרעסט ביסלעכווייַז אויף די דרוק פּרובירן מאַשין ביז די ווייַטקייט צווישן די צוויי פּלאַטעס איז געווען פיר-פינפט פון די ויסווייניקסט דיאַמעטער פון די ספּעסאַמאַן.די וועלדעד נעט פון די קאָוטאַד שטאָל רער איז פּערפּענדיקולאַר צו דער ריכטונג פון מאַסע אַפּלאַקיישאַן.נאָך די פּראָבע, די ינער קאָוטינג זאָל זיין אָפּגעשטעלט און די פּראָבע רעזולטאַטן זאָל זיין קאַנפערמד צו 5.8.
פּראַל פּרובירן
א מוסטער וועגן 100 מם אין לענג איז געווען שנייַדן פון קיין שטעלע פון די קאָוטאַד שטאָל רער, און די פּראַל פּראָבע איז דורכגעקאָכט לויט די פּראַוויזשאַנז אין טאַבלע 2 אין די טעמפּעראַטור פון (20±5) ℃ צו אָבסערווירן די שעדיקן פון די ינער קאָוטינג. .בעשאַס די פּראָבע, די וועלד זאָל זיין אין די פאַרקערט ריכטונג פון די פּראַל ייבערפלאַך, און די פּרובירן רעזולטאַט זאָל נאָכקומען מיט די פּראַוויזשאַנז פון 5.9.
טיש 2 פּראַל פּרובירן טנאָים
נאָמינאַל דיאַמעטער דן
מם האַמער וואָג, קג פאַלינג הייך, מם
15-251.0300
32 ~ 502.1500
80 ~ 3006.31000
פּראַל פּרובירן אַפּאַראַט
וואַקוום פּרובירן
די לענג פון די רער אָפּטיילונג איז (500±50) מם.ניצן צונעמען מיטלען צו פאַרשפּאַרן די ינלעט און ווענטיל פון די רער, און ביסלעכווייַז פאַרגרעסערן די נעגאַטיוו דרוק פון די ינלעט צו 660 מם הג, האַלטן עס פֿאַר 1 מין.נאָך די פּראָבע, קאָנטראָלירן די ינער קאָוטינג, און די פּרובירן רעזולטאַטן זאָל נאָכקומען מיט די פּראַוויזשאַנז פון 5.10.
הויך טעמפּעראַטור פּרובירן
די לענג פון די רער אָפּטיילונג מוסטער איז (100±10) מם.די ספּעסאַמאַן איז געשטעלט אין די ינגקיאַבייטער און העאַטעד צו (300 ± 5) ℃ פֿאַר 1 שעה.דעמאָלט עס איז אַוועקגענומען און קולד געוויינטלעך צו נאָרמאַל טעמפּעראַטור.נאָך די פּראָבע, נעמען די ספּעסאַמאַן און קאָנטראָלירן די ינער קאָוטינג (דאַרקער און דאַרקער אויסזען איז ערלויבט), און די פּרובירן רעזולטאַטן זאָל נאָכקומען מיט 5.11.
נידעריק טעמפּעראַטור פּרובירן
די מוסטער פון די רער אָפּטיילונג איז געווען (100±10) מם אין גרייס און לענג.די ספּעסאַמאַן איז געשטעלט אין אַ קריאָגעניק קאַמער, קולד צו (-30 ± 2) ℃ און געהאלטן בייַ אַ קעסיידערדיק טעמפּעראַטור פֿאַר 1 שעה.דערנאָך עס איז אַוועקגענומען און געשטעלט אין אַ טעמפּעראַטור פון (20±5) ℃ פֿאַר (4-7) שעה.אין די סוף פון די פּראָבע פּעריאָד, די ספּעסאַמאַן זאָל זיין גענומען צו קאָנטראָלירן די ינער קאָוטינג, און די אַדכיזשאַן פּראָבע וועט זיין דורכגעקאָכט לויט די פּראַוויזשאַנז פון 6.4, און די רעזולטאַטן פון די פּראָבע זאָל נאָכקומען מיט די פּראַוויזשאַנז פון 5.12.
דרוק ציקל פּרובירן
די לענג פון די רער אָפּטיילונג מוסטער איז (500±50) מם.צונעמען מיטלען זענען געניצט צו פאַרשפּאַרן די ינלעט און ווענטיל פון די רער, און די רער איז געווען פארבונדן מיט די וואַסער צושטעלן סיסטעם.וואַסער איז געווען אָנגעפילט צו באַזייַטיקן לופט, און דעמאָלט 3000 אָלטערנייטינג הידראָסטאַטיק טעסץ פון (0.4±0.1) מפּאַ צו מפּאַ זענען דורכגעקאָכט, און די צייט פון יעדער פּראָבע איז נישט מער ווי 2 ס.נאָך די פּראָבע, די ינער קאָוטינג זאָל זיין אָפּגעשטעלט און די אַדכיזשאַן פּראָבע וועט זיין דורכגעקאָכט לויט די פּראַוויזשאַנז פון 6.4, און די פּראָבע רעזולטאַטן זאָל זיין קאַנטראָולד מיט די פּראַוויזשאַנז פון 5.13.
טעמפּעראַטור ציקל פּרובירן
די לענג פון די רער אָפּטיילונג מוסטער איז (500±50) מם.די ספּעסאַמאַנז זענען געשטעלט פֿאַר 24 שעה בייַ יעדער טעמפּעראַטור אין די פאלגענדע סדר:
(50±2) ℃;
(-10±2) ℃;
(50±2) ℃;
(-10±2) ℃;
(50±2) ℃;
(-10±2) ℃.
נאָך די פּראָבע, די ספּעסאַמאַן איז געשטעלט אין אַ סוויווע מיט אַ טעמפּעראַטור פון (20 ± 5) ℃ פֿאַר 24 שעה.די ינער קאָוטינג איז אָפּגעשטעלט און די אַדכיזשאַן פּרובירן איז דורכגעקאָכט לויט די פּראַוויזשאַנז פון 6.4.די פּראָבע רעזולטאַטן זאָל נאָכקומען מיט די פּראַוויזשאַנז פון 5.14.
וואַרעם וואַסער יידזשינג פּרובירן
די גרייס און לענג פון די רער אָפּטיילונג איז וועגן 100 מם.די יקספּאָוזד טיילן אין ביידע ענדס פון די רער אָפּטיילונג זאָל זיין באהאנדלט מיט אַנטיקעראָוזשאַן.די רער אָפּטיילונג זאָל זיין סאָוקט אין דיסטילד וואַסער בייַ (70±2) ℃ פֿאַר 30 טעג.
ספּעציפיקאַציע
| פייַער קאָוטאַד פּלאַסטיק רער | |||||
| OD (מם) | WT (מם) | OD (מם) | WT (מם) | OD (מם) | WT (מם) |
| 219 | 4-8 | 558.8 | 4-12 | 914.4 | 8-16 |
| 273 | 4-8 | 609.6 | 4-12 | 965.2 | 8-16 |
| 325 | 4-8 | 630 | 4-12 | 1020 | 8-16 |
| 377 | 4-8 | 711.2 | 4-13 | 1220 | 8-16 |
| 406 | 4-12 | 720 | 8-13 | 1420 | 8-20 |
| 426 | 4-12 | 762 | 8-14 | 1620 | 8-20 |
| 478 | 4-12 | 812.8 | 8-14 | 1820 | 8-20 |
| 508 | 4-12 | 863 | 8-14 | 2020 | 8-20 |
פּראָדוקט ווייַז